 EPLAN.HOUSE
EPLAN.HOUSEКак правило оконные блоки изготавливают на предприятиях и при строительстве дома просто устанавливают в подготовленные оконные проемы. Но иногда возникает необходимость изготовления оконных блоков своими руками, для экономии или просто потому что любите все делать своими руками. Изготовление окон своими руками особенно выгодно тем, кто сам построил каркасный дом — можно использовать те же инструменты и, возможно, остатки пиломатериалов.
Изучив чертежи, составляют спецификацию деталей с размерами в чистоте и заготовке. Затем по размерам, приведенным в чертежах, выпиливают заготовки для деталей окон и коробок ручными пилами, электропилами или на универсальных станках. После распиливания бруски строгают рубанком, фуганком или фреезруют электрорубанком, на фуговальных, рейсмусовых или комбинированных станках.
Затем проверяют прямоугольность и качество обработки брусков и приступают к их разметке.
Разметка
Размечают бруски с помощью метра, рейсмуса, урунка, малки, угольника, а также разметочной доски Павлихина.
Шипы размечают с помощью шаблона, аналогичного показанному на рис. 6. г.
Бруски размечают на разметеочном столе с крышкой размером 2200 х 1600 мм ( на 100-150 мм больше наибольшей длины бруска коробки).

- нижний горизонтальный брусок наружной коробки,
- отлив,
- верхний горизонтальный брусок наружного переплета,
- верхний и боковые бруски наружной коробки,
- верхний горизонтальный брусок внутренней коробки,
- верхний горизонтальный брусок внутреннего переплета,
- нижний горизонтальный брусок внутренней коробки,
- нижний горизонтальный брусок наружного переплета,
- стекло,
- вертикальный брусок внутреннего створного переплета,
- уплотняющая прокладка.
- нащельник,
- вертикальный брусок наружного створного переплета.
Рассмотрим порядок разметки элементов оконного блока с раздельными переплетами.
В оконном блоке имеются наружная и внутренняя коробки. Для примера произведем разметку вертикального и горизонтального брусков внутренней коробки. В соответствии с чертежом вертикальный брусок должен иметь в чистоте длину 1464 мм, горизонтальный — 1495 мм.
Припуск на торцевание деталей с двух сторон при ширине до 150 мм длине до 1500 мм дается 15 мм при получении деталей из заготовок и 35 мм — из пиломатериалов. Бруски, выпиленные из пиломатериалов, размечают так: два вертикальныхи или горизонтальных бруска кладут на стол лицевыми сторонами наружу, после чего от торца бруска отмеряют 18 мм, т.е. припуск на оторцовку, а от него размер бруска по длине (в чистоте) что составит для вертикальных брусков 1464, а для горизотнтальных — 1495 мм.
С помощью угольника наносят на брусок риски или карандашные линии. От последней карандашной линии наносят следующийй припуск на оторцовку 17 мм (суммарный припуск на оба конца составляет 35 мм). Затем от линии оторцовки отмеряют размер, равный толщине шипов (в данном случае 44 мм), и также проводят риски.
Для выборки четверти размером 10-13 х 35 мм разметку делают следующим образом: от ребра 5 бруска по пласти 4 каждого бруска наносят риску, отстоящую на 35 мм, а по кромке 2 — риску, отстоящую от ребра на 10 и 13 мм.
Вначале выбирают четверть размером 10 х 35 мм, а затем дополнительно снимают скос и доводят размер четверти до требуемого.
Выбирать четверть можно ручным инструментом или на фрезерном станке. После выборки четверти бруски торцуют на нужный размер в чистоте.
Разметка коробки оконного блока

- брусок коробки,
- лицевая кромка бруска,
- линия разметки четверти,
- лицевая часть пласти бруска,
- ребро бруска
Выпиловка шипов и проушин
При выпиловке шипов и проушин выполняют в строгой последовательности следующие операции: размечают шипы и проушины, запиливают их, выпиливают заплечики и выдалбливают проушины.
В соответствии с чертежом опроеделяют размеры соединений, после чего приступают к разметке. Рассмотрим порядок разметки углового концевого соединения на открытый сквозной одинарный шип для брусков толщиной 42 и шириной 65 мм.
Для соединения УК-1 S1 = 0,4 S0; S2 = 0,5 (S0 - S1), где S0 — толщина бруска, равная 42 мм. Отсюда толщина шипа S1 = 0,4 S0 = 0,4 • 42 = 16,8 (округленно принимает равным 16 мм). S2 = 0,5 (42-16) = 13 мм.
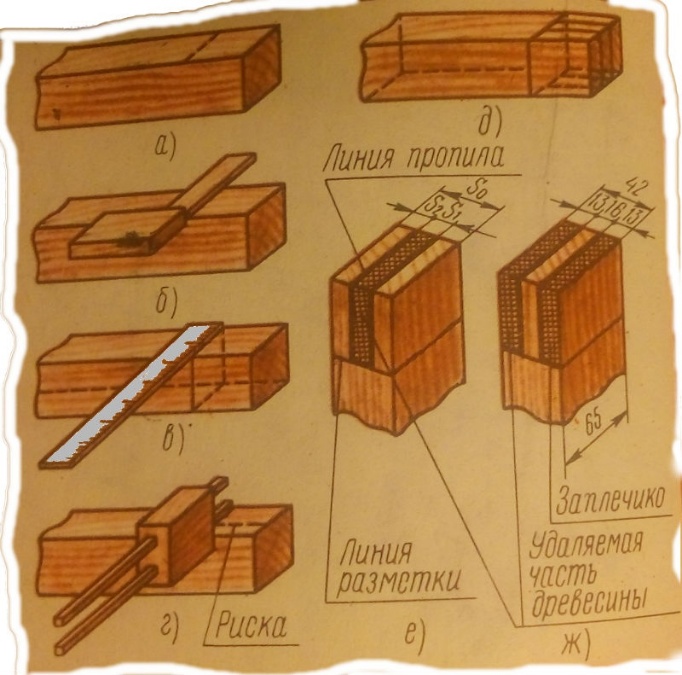
а — разметка линейкой высоты шипа, б — нанесение риски длины шипа угольником с карандашом, в — разметка толщины шипа линейкой, г — нанесение риски рейсмусом, д — разметка концевого соединения, е — проушина, ж — шип.
В соответствии с этими данными размечают шипы; можно шипы и проушины размечать, используя шаблоны, с помощью которых на торцы бруска наносят риски.
После разметки приступают к выработке шипов и проушин. Запиливание ведут лучковой пилой, при этом необходимо тщательно проводить работу, так ка перекос шипа приведет к перекосу створки. Если шип толще проектного размера, то при посадке в проушину он может расколоть брусок, а если тоньше, то соединение получится непрочным, так как шиповое соединение будте без плотной посадки.
При пилении следят за тем, чтобы пила проходила около риски, только в этом случае получится точный размер шипа или проушины. При выработке шипов нужно пилить только с наружной стороны рисок, а проушин с внутренней.
При начале пиления для быстрого углубления пилу ставят на ребро под углом 15 - 20° и, сделав несколько движений на себя, без нажиа углубляют пилу, после чего пилят равномерно без нажима и рывков. После пропила срезают заплечики.
Проушину после запилов выдалбливают долотом с киянкой.
Элементы наружной коробки, переплетов размечают аналогично.
Сборка оконных блоков
Сборка оконных блоков состоит из следующих операций: сборки оконных створок, фрамуг, форточек на клею; выдержки склеенных створок, фрамуг, форточек; обработки их по периметру; зачистки провесов; выбрки паза под отлив; прорезания или выборки гнезд под петли; пригонки форточки; навешивания на петли; постановки отлива, нащельника; сборки коробки; вгонки и навешивания створок, фрамуги в коробку.
Створки, фрамуги, форточки собирают на рабочем столе. Сначала бруски подбирают, тщательно пригоняя углы и проверяя плотность сопряжений. Шипы и проушины намазывают клеем, после чего соединяют бруски в рамку (створку). В углах соединений дрелью выбирают отверстие, в которое вставляют деревянный нагель, предварительно намазанный клеем.
Оконные коробки (см. рисунок ниже) с вгонкой в них переплетов собирать лучше вдвоем. Шипы брусков смазывают клеем, собирают и обжимают в сборочном станке конструкции Ерохина.
Верстак конструкции Ерохина

а — схема организации рабочего места и сборки оконных коробок, б — приспособление Ерохина для дисковой пилы:
- створки для укладки (вгонки) в коробки;
- металлические козлы;
- винтовое устройство;
- детали коробок
- место столяров-сборщиков;
- собранные коробки (бблоки);
- упорный брусок;
- распиливаемая деталь (заготовка);
- рама;
- шарнирный стопор.
Сборочный станок представляет собой металлические кóзлы 2 высотой 600 и длиной 1600 мм. Сверху сборочного станка расположен металлический швеллер №10, на котором имеются переставной упор и винтовое уствройство.
Наличие в швеллере ряда отверстий с шагом 100 мм позволяет устанавливать упор на нужном расстоянии от винтового устройства 3.
После сборки проверяют прямоугольность коробки путем замера по диагонали, сверлят в ее углах отверстия и ставят в них нагели.
Собранные оконные створки, фрамуги и коробки должны иметь по периметру припуск на дальнейшую обработку до 3-4 мм и по толщине 1 мм для снятия провесов.
По периметру створки и фрамуги обрабатывают после схватывания клея в шиповых соединениях. Если изделие обрабатывать сразу после сборки без выдержки, то клеевое соединение нарушится.
Обработку по перметру производят фуганком или электрорубанком, для чего предварительно закрепляют створку в вертикальном положении в верстаке. Створки, фрамуги, форточки можно обрабатывать также на фрезерном станке в шалонах. Провесы в плоскости створок, фрмауг, форточек снимают ручным инструментом (рубанком, фуганком), небольшие провесы — на шлифовальных станках.
После обработки по периметру переплеты навешивают на петли в коробки, а затем ставят раскладки, отливы и приборы.
Для выполнения этих операций используют верстак, оборудованный приспособлением для дисковой пилы (см. рисунок выше).
Приспособление служит для перепиливания раскладок и других деталей под лбым углом и представляет собой дисковую электропилу с рамой 9, изготовленной из уголков сечением 30 х 30 х 4 мм. Рама длиной 700 мм одним концом прикреплена к шарнирному стопору 10, который вместе с упрным бруском 7 неподвижно закреплен на верстаке. Благодаря шарниру-стопору рама 9 может поворачиваться под нужным углом к упорному бруску и стопориться.
Чтобы перепилить деталь, раму необходио установить под нужным углом к упоному бруску, затем вплотную подвинуть к нему деталь и включить дисковую электропилу.
Трудоемкая операция — врезка петель. Для разметки гнезд применяют шаблон Павлихина, представляющий собой деревянную рейку 1 с упором 3 и двумя скобами 2 с заточенными фасками. Размеры скоб соответствуют размерам петель.
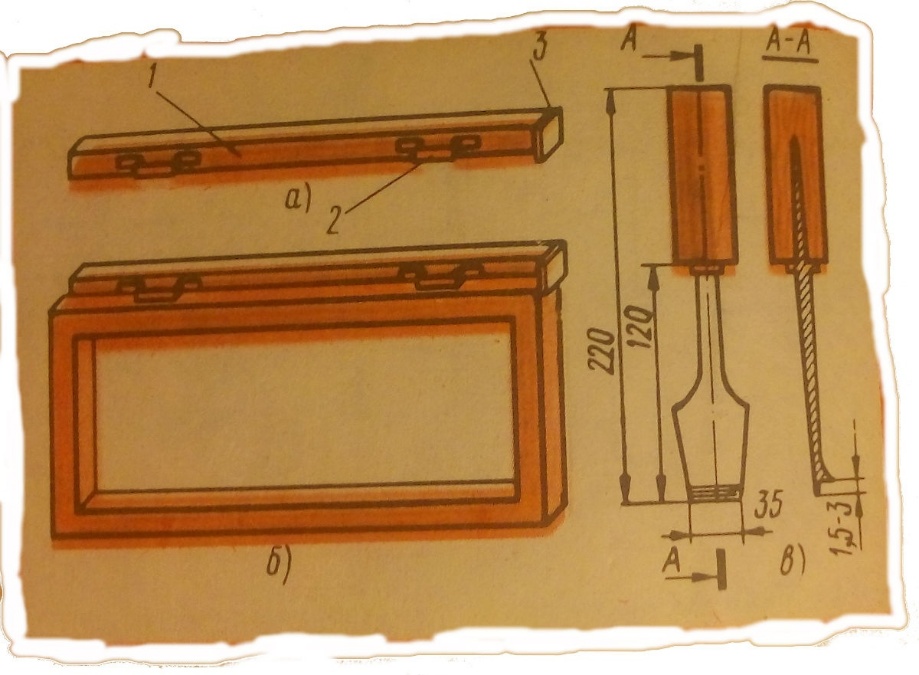
а — шаблон, б — шаблон с коробкой, в — стамеска для выборки гнезд под петли оконные и дверные:
- рейка,
- скоба,
- упор.
При разметке шаблон кладут на кромку створки по упору, как показано на рисунке, а затем легким ударом киянкой по скобе переносят ее отпечаток на створку и по нему в дальнейшем выбирают гнездо под петлю. Аналогично делают гнезда под петли. Упор у стамески позволяет заглублять лезвие на заданный размер. Глибина гнезда под петлю должна сооответствовать ее толщине, с тем чтобы после установки поверхность петли была заподлицо с древесиной.
Вгняют и навешивают створки в коробку на специальных столах. Процесс вгонки и навешивания оконных створок в коробку состоит из следующих основных операций: подготовки створок, зачистки провесов, навешивания на петли, устранения возможных дефектов (заколов, неровностей), окраски.
При вгонке переплетов в коробку сначала навешивают наружные переплеты. При изготовлении переплетов с фрамугой подгоняют прежде всего фрамугу, а затем створки. Зазор между створками и коробкой должен быть не более 2 мм, что необходимо для последующего покрытия створок слоем краски.
При подгонке створок тщательно проверяют правильность притвора, плотность их прилегания к четвертям коробки. Необходимо следить за тем, чтобы навешенные створки открывались свободно и плавно и не пружинили. Внутренние створки подгоняют к коробке так же, ка и наружные.
При подгонке следят за тем, чтобы все элементы оконного блока были гладко обработаны и в месте соединения (фальцовки) тщательно пригнаны. Клей с поверхности элементов блока должен быть счищен.
Петли в брусках створки, форточки, фрамуги и коробки должны быть врезаны заподлицо, иначе створки не будут плотно закрываться и будут пружинить. Число шурупов для крепления петель к створкам, фрмугам, форточкам, коробкам должно оответствовать числу отверстий. Петли в окнах врезают на расстоянии 200 мм от четверти коробки.
Теперь можно приступать к монтажу готового окна в проем.



